想要探索不锈钢管-镀锌钢板产品性能的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:广西来宾不锈钢管-镀锌钢板产品性能的图文介绍
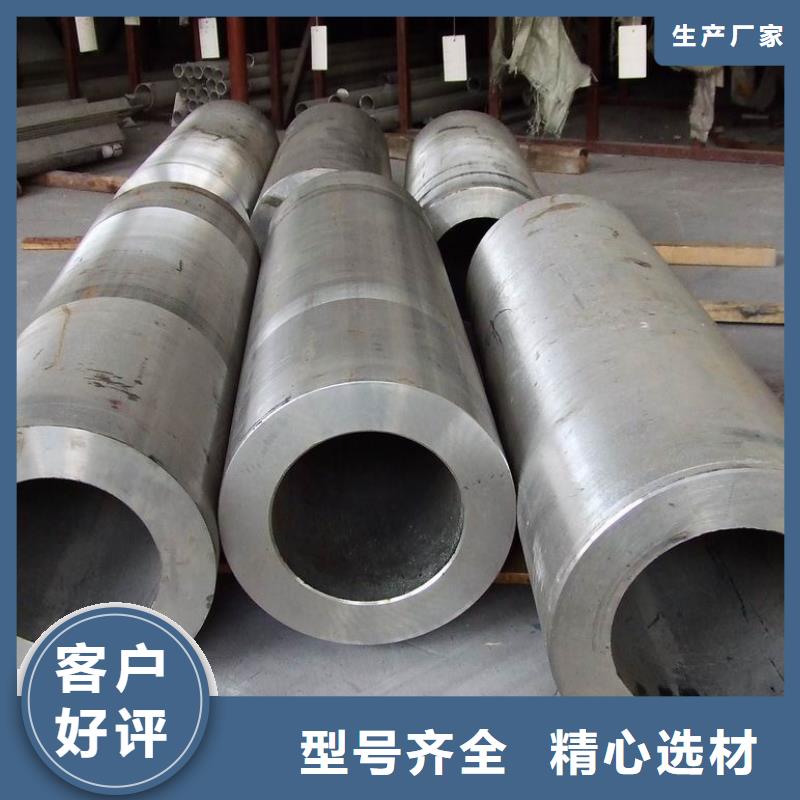
这是 H型钢的详细页面,生产企业:国耀宏业钢铁(来宾市分公司),10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 H型钢有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。


材料的种类很多,有碳素工具钢T10A和T12A,高速钢W18Cr4V,硬质合金YG6和YT15等等。(2)与不锈钢管之间产生相对运动以车削为例,见图1-1,有二种相对运动:主运动—一不锈钢管的运动,是切削运动中速度、消耗机床功率的运动:进给运动——车削时的进给运动包括走刀运动和吃刀运动。
它使待加工表面连续地被切削加工。在切削加工时,不锈钢管具有三种表面:待加工表面一一将切去的金属层表面;已加工表面——切削后得到的金属层表面;切削表面——正在被切削的表面。(3)应具有一定的几何角度典型的外圆车刀是由三个面、两个刀刃和一个刀尖组成的。
前刀面——切屑流出所经过的面。主后面——对着切削表面的面,也称后刀面。副后面——对着已加工表面的面。主切削刃——前面与主后面的交线,担负主要的切削工作。副切削刃—一前面与副后面的交线,只参加少量的切削工作。
刀尖——主、副切削刃的交点。车刀的基本角度是前角(γ)、后角(α)、楔角(β),它们是在主截面内度量的。前角(γ)——在主截面内,前刀面与基面的夹角。前角的大小影响切屑流出的易难程度。后角(α)——在主截面内,主后面与切削平面的夹角。



按所使用的调节过程:一些系统的调节可以区分:——阻抗的调节在此视为很重要的阻抗是电弧阻抗与线路阻抗的向量和一般是普通的。一一调节电弧电压,在某些文童中对此很感——电弧阻抗的调节。用TCE调节(电极记录传感器),在不锈钢管厂是用液压启动器,分成不同的调节等式进行研究:一一电弧电压方程=常数;一一电弧电阻方程=常数(类似电弧阻抗=常数)一一有效功率方程=常数,在此没进行。
用TCE调节一一电弧电压的调节:电弧电压的调节可以很容易地使三相达到平衡,但会出现一些弊病:一一当供电电压变化时,电流和功率会有较动。一一由于线路阻抗的变化,熔化周期内电流波动大,尤其是由于熔化开始时的不引起,或是由于废钢塌料后再重新开始熔炼而电流很弱引起的。
用电弧电阻调节(Va/I)为常数:一一当线路阻抗增加时,功率随熔化过程中线路电路增加而增加,这可从F=0.25(熔化开始线路阻抗增加)的计算曲线开始,到接近F=0.15的计算曲线上(熔化结束时线路阻抗较弱)各点的变化确定(图3a)。
一一电弧的调节;由制造者进行类似的调节(电弧阻抗), 显示出有效功率平均比率增加,并显示出操作时观测的真况,上小的波动。一一随着熔化的进行,电压逐渐增加,但增加的不多。此调节足以保证操作的,并严格遵守操作规程。
——有效功率时的调节:对于有效功率时的调节可以设想成:在比值Va/l(长弧)为可能的相容性时,为的是使电弧适应熔化过程线路上本身的负载状态。同样,熔化开始时,线路的电阻较高,为了保证好的电弧的建立,弧的长度(和比值Va/l)不是主要的;电的运行情况应与电弧电阻时调节后得到的运行情况进行比较。



不锈钢弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针为封闭,反之为开启。子啊使用时要公道,保证准确的使用方法和。5、不锈钢弯头阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
生产各类薄壁不锈钢水管,单卡压式管件,双卡压式管件,不锈钢水管,卡压式管件,不锈钢分水器,沟槽式不锈钢管件,承插焊接式管件,对焊式管件,配备生产/销售/物流/指导/安装/售后服务等配套服务部门。不锈钢沟槽管件连接的优点1、沟槽管件连接简单不锈钢沟槽管件的连接操作是非常简易的,无需特殊的技能,普通工人经过简单的培训即可操作。
这是因为产品已将大量的精细的部分以工厂化方式溶入到了产成品中。管件连接仅需几分钟时间,超大限度的简化了现场操作的难度,节省工时,从而也了工程质量,了工作效率。这也是安装发展的总体方向。而的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。
由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。


德国科学家认为,无损检测是机械工业的四大支柱之一。美国前总统曾说:“没有的无损检测,美国就不可能享有在众多领域的地位。”可见现代工业足建立在无损检测基础上。各国都对无损检测给予了高度的重视。无损检测的方法很多,常用的无损检测方法有五种:超声检测、射线检测、涡流榆洲、磁粉检测和渗透检测,他们已成为生产中的常规无损检测。
目前,五大常规检测方法中,涡流检测、磁粉检测和渗透检测只适用于检测表面和近表面的缺陷,而实际生产中使用的奥氏体不锈钢通常为中厚板和厚板,这三种方法对于材料内部,尤其是焊缝熔合线附近等易丁产生缺陷的位置的检测无能为力。
射线检测方法具有一定的穿透能力,但它对裂纹等面积型缺陷不,而且设备复杂、还需要专门的防护装置,另外当被检材料厚度较大时也会由于衰减增加使灵敏度大大降低。这些缺点使射线检测的使用受到了局限。与射线检测相比,超声检测方法具有穿透力强、灵敏度高、无害、检测速度快、设备简便、易实现自动化等特点。
凭借着以上诸多优点,超声无损检测在奥氏体不锈钢管焊缝的检测中得到了广泛的应用,成为领域中为常用的检测方法。超声检测与射线检测相比,对不同形状的缺陷有更大的适应性。它不仅对夹渣和气孔等体积型缺陷很,而且对平面缺陷也有较高的灵敏性。









 扫一扫
扫一扫